 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


محصولات






خطوط جوشکاری پرتو CNC H
خطوط جوش پرتو H هوشمند CNC WH6012 خطوط تولید پرتو H با کارایی بالا همراه با تجهیزات و ابزارهای مختلف است که توسط JINFENG WELDCUT تولید کننده حرفه ای چین و تامین کننده خطوط جوش پرتو H هوشمند WH6012 با قیمت مقرون به صرفه است. خطوط جوشکاری پرتو H هوشمند CNC WH6012 ایمنی بیشتر و راندمان بالایی را برای تولید تیرهای H یا پرتو T فراهم می کند.
ارسال استعلام
دانلود PDF
توضیحات محصول
WH6012خطوط جوشکاری پرتو H CNC
WH6012 اسمارتخطوط جوشکاری پرتو H CNCخطوط تولید پرتو H با کارایی بالا همراه با تجهیزات و ابزارهای مختلف هستند که توسط JINFENG WELDCUT تولید کننده حرفه ای چین و تامین کننده WH6012 Smart ساخته شده است.خطوط جوشکاری پرتو H CNCبا قیمت مقرون به صرفه WH6012 Smartخطوط جوشکاری پرتو H CNCایمنی بیشتر و کارایی بالا را برای تولید تیرهای H یا T فراهم می کند.
JINFENG WELDCUT دارای 2 سال ضمانت برای WH6012 Smart استخطوط جوشکاری پرتو H CNC. المانهای الکتریکی اصلی تولیدات پرتو H از برند معروف دنیا انتخاب شدهاند که راحتتر را برای کاربران به ارمغان میآورد تا قطعات را به صورت محلی و بدون دور زدن از چین پیدا کنند. WH6012 Smartخطوط جوشکاری پرتو H CNCپیشرفته ترین و پیشرفته ترین خطوط تولید اتوماسیون برای افزایش بهره وری برای کاربران نهایی از صنایع مختلف هستند.
مشخصات فنی
|
مدل |
WH6012 |
WH6012 |
|
راه کنترل |
کنترل CNC |
کنترل CNC |
|
ارتفاع وب پرتو H |
220-1200 میلی متر |
220-1200 میلی متر |
|
ضخامت وب |
6-40 میلی متر |
6-40 میلی متر |
|
عرض فلنج پرتو H |
1400-800 میلی متر |
1400-800 میلی متر |
|
ضخامت فلنج |
6-60 میلی متر (Q235)؛ 6-40 میلی متر (Q345) |
6-60 میلی متر (Q345)
|
|
طول پرتو H |
5000-15000 میلی متر |
|
|
انواع جوش |
جوشکاری چسبی توسط CO2/MAG |
|
|
جوش کامل توسط SAW |
||
|
موقعیت مونتاژ پرتو H |
افقی، به طور همزمان روی 4 درز جوشکاری جوش داده شود |
|
|
موقعیت جوشکاری پرتو H |
افقی و کج در 45 درجه |
|
|
پشتیبانی از جمع آوری داده ها برای MES |
||
لیست تجهیزات
|
خیر |
نام |
تعداد |
ملاحظات |
|
1 |
دستگاه مونتاژ افقی پرتو H WHZ6015 |
1 مجموعه |
|
|
2 |
دستگاه جوش اره اتوماتیک WMH36 H-Beam |
1 مجموعه |
4 بازو |
|
دستگاه جوش اره اتوماتیک WMH36 H-Beam |
2 مجموعه |
2 بازو |
|
|
2.1 |
پوزیشنر جوش CNC WHJ12 |
4 مجموعه |
|
|
3 |
دستگاه صاف کننده افقی WJZ6015 H-beam |
1 مجموعه |
|
|
4 |
باله H-Beam WFZ6012 |
2 مجموعه |
|
|
5 |
میز غلتکی WHG6012 |
6 مجموعه |
|
|
6 |
گاری متحرک WYG12Beam |
2 مجموعه |
|
|
7 |
سیستم مدیریت جمع آوری اطلاعات هوشمند |
1 مجموعه |
|
ویژگی و برنامه
1. WH6012 Smartخطوط جوشکاری پرتو H CNCخطوط تولید اتوماسیون بالا برای تولید تیرهای I و H جوش داده شده با کارگران کمتر و جرثقیل های کمتر است.
2. فقط 3 کارگر می توانند کل را اجرا کنندخطوط جوشکاری پرتو H CNC.
3. خط می تواند به طور کامل با سیستم MES ادغام شود و ارتباط بلادرنگ بین رایانه بالایی و سیستم کنترل را تکمیل کند، جمع آوری داده های تجهیزات را کامل کند، تمام داده های جمع آوری شده را در سیستم MES کارخانه (یا سیستم کنترل متمرکز بالا) بارگذاری کند و از به موقع و اثربخشی انتقال اطلاعات اطمینان حاصل کند.
4. طراحی و حفاظت باید الزامات استانداردهای ملی مربوطه و حفاظت از محیط زیست را برآورده کند. تجهیزات ایمنی و حفاظتی تجهیزات باید استانداردهای صنعتی مربوطه را رعایت کنند.
5.این WH6012 اسمارتخطوط جوشکاری پرتو H CNCبه طور گسترده در ساخت و سازهای فولادی و سازه های فولادی، فراساحلی، خشکی، برای جوشکاری پرتو H برای ساخت ساختمان، کارگاه ها، کارخانه ها یا پل ها و غیره استفاده می شود.
6. طراحی انعطاف پذیر تجهیزات جوشکاری اجازه می دهد تا از هر مارکی از منابع قدرت جوشکاری پشتیبانی کند.
6. گواهینامه CE، ECA موجود است.
7. این خط تولید از تیرآهن سبک تا تیر بسیار سنگین را با ضخامت زیاد بدون تغییر ابزار و تجهیزات فراهم می کند.
8. از مونتاژ تا صاف کردن کل پردازش، نیازی به جرثقیل نیست، که خطر استفاده از جرثقیل را بسیار کاهش می دهد.


نمای ساختار
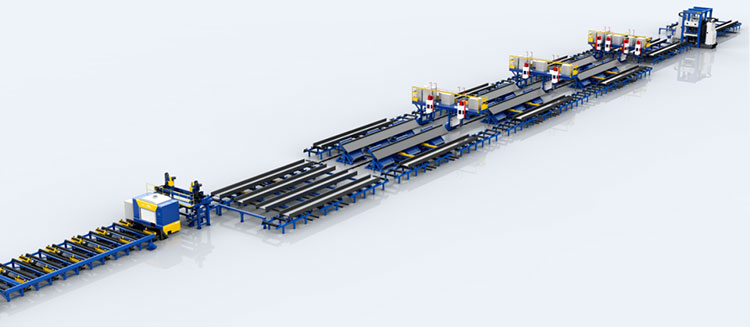
لیست ماژول های تجهیزات مورد استفاده در WH6012 Smartخطوط جوشکاری پرتو H CNC
1-منطقه مونتاژ شامل:
یک ست میز غلتکی ورودی مجهز به فلنج tilter و web lifter برای قرار دادن 2 فلنج و 1 تار در موقعیت H شکل و بستن آنها به شکل H.
ماشین های مونتاژ پرتو H افقی - برای جوشکاری نقطه ای CO2/MAG به شبکه مونتاژ و فلنج ها به شکل H.

دو صفحه فلنج و یک صفحه وب که باید مونتاژ و تشکیل شوند توسط جرثقیل بر روی میز غلتکی ورودی قرار می گیرند.
سپس طبق برنامه خودکار، تجهیزات صفحه وب را بلند میکنند، دو صفحه فلنج را بالا میبرند و صفحه وب را به شکل H در ابتدا میبندند و سپس با هم به دستگاه اصلی منتقل میشوند. سپس، دستگاه نصب شده روی دستگاه برای تراز کردن انتهای تار و فلنج ها، دستگاه پرس شبکه، دستگاه گیره پرتو H، سیستم کنترل خودکار و چهار مجموعه مشعل جوشکاری و سایر اجزا هماهنگ می شوند تا با هم کار کنند تا مونتاژ پرتو H با جوش نقطه ای به سرعت تکمیل شود.

دستگاهی برای بلند کردن وب و برگرداندن فلنج ها به بالا
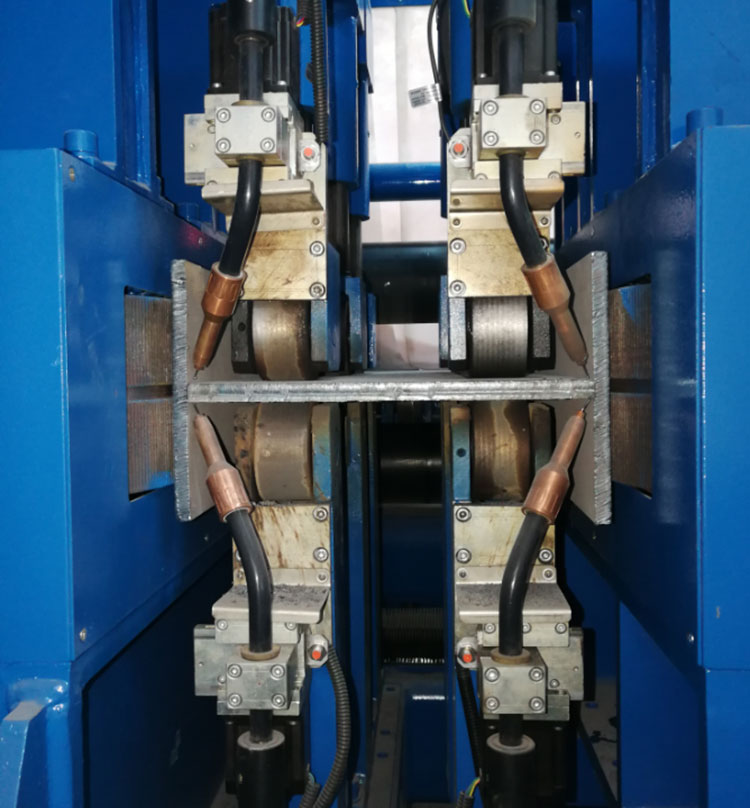
جوش نقطه ای روی 4 درز همزمان
فقط یک نفر باید مشخصات و پارامترهای پرتو H را روی سیستم کنترل اتوماتیک وارد کرده یا فراخوانی کند و پس از اتمام بارگیری صفحه فلنج و صفحه وب، دکمه استارت را فشار دهد تا دستگاه روشن شود. بنابراین، استفاده کمتر از جرثقیل و عملکرد ایمنی بالا وجود دارد.
در شرایط عادی کارکرد دستگاه، پس از بلند شدن مواد روی میز غلتکی ورودی، نیازی به مداخله دستی در میانه راه مونتاژ نیست (مانند موقعیت یابی دستی، تراز کمکی جرثقیل مسافرتی، اصلاح ضربه، بلند کردن، واژگونی، تاشو و غیره)، بنابراین درجه اتوماسیون بسیار بالا است.
از آنجا که هر موقعیت کلید پرتو H توسط سروو موتور کنترل می شود و توسط سنسور تشخیص داده می شود، از انحراف دقت ناشی از خجالت انسان جلوگیری می شود.
در عین حال، تمام نقاط جوش چهار درز جوش به طور خودکار توسط دستگاه کنترل می شود و یکنواختی اندازه و فاصله نقطه جوش بهتر از جوش نقطه ای دستی است.

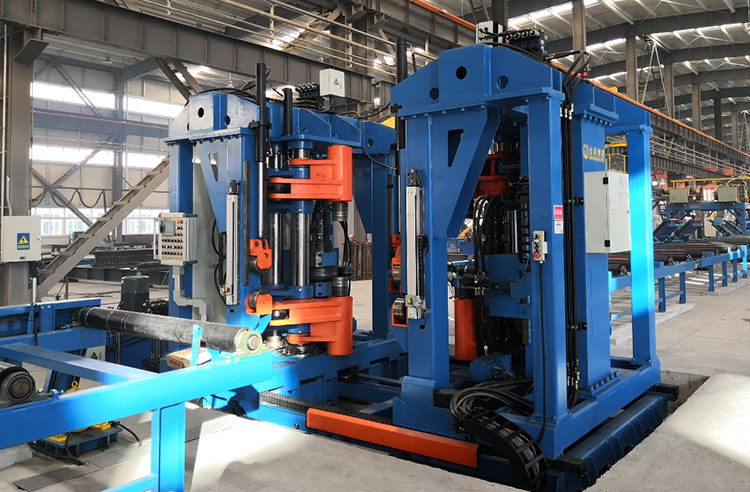
دستگاه مونتاژ پرتو H افقی

2-منطقه جوش
شامل می شود:
دستگاه جوش خودکار WHM36 H-Beam SAW که مجهز به 4 سر جوش زیرپودری است (پشتیبانی از جوشکاری تک قوس یا تکنولوژی جوشکاری قوس پشت سر هم).

این تجهیزات از دو بخش تشکیل شده است: دستگاه اصلی جوشکاری دروازه ای و پوزیشنر جوش چند موقعیت. با توجه به ویژگیهای جوشکاری پرتو H و ویژگیهای فرآیند جوشکاری زیرپودری با قوس پشت سر هم، دو حالت جوشکاری برای این تجهیزات طراحی میکنیم که خاصترین طرح است: «دوبازویی در جوشکاری فیله تخت» یا «تک بازویی در جوشکاری فیله در پایین دست». هدف از این طراحی این است که دستگاه بتواند به طور خودکار حالت جوشکاری بهینه را برای تحقق جوشکاری سریع روی پرتو H با توجه به ضخامت های مختلف تارهای پرتو H انتخاب کند. و میز جوش چند حالته با نیاز به فناوری / حالت جوشکاری برای چرخاندن پرتو H در زوایای مختلف مورد نیاز کار می کند تا به بهترین نفوذ و عملکرد درز جوش دست یابد. علاوه بر میز جوش چند حالته، فلپر پرتو 180 درجه بین میز جوش و میز غلتکی کار می کند، این باله کمک می کند تا تغذیه خودکار پرتو H، و خروجی و چرخش خودکار برای جوشکاری در شماره های مختلف درز جوشکاری را درک کنید.

جوشکاری در موقعیت افقی = جوش فیله صاف
یا:
دستگاه جوش خودکار WHM36 H-Beam SAW که مجهز به 2 سر جوش زیرپودری است (پشتیبانی از جوشکاری تک قوس یا جوشکاری پشت سرهم).

دستگاه جوش اره اتوماتیک WHM36 H-Beam
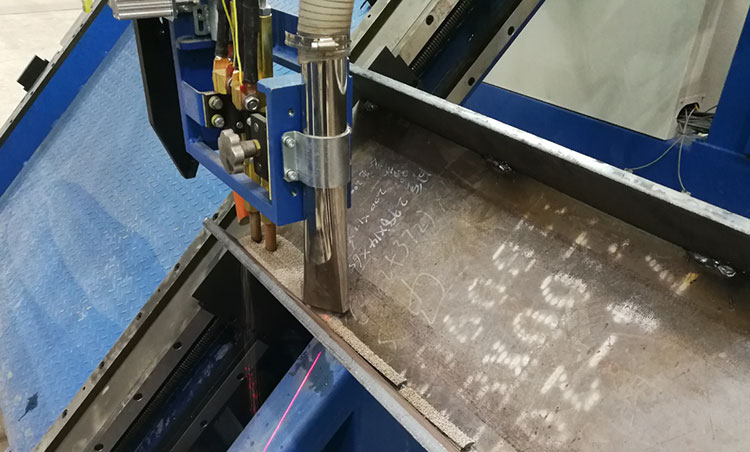
جوش در موقعیت کج = جوش فیله در پایین دست
برای کار با هر دستگاه جوش SAW، 2 مجموعه پوزیشنر جوش CNC برای هر دستگاه وجود دارد تا پرتو H را به صورت افقی یا 55 درجه بچرخانید تا از کیفیت جوش خوب اطمینان حاصل شود.

پوزیشنر جوشکاری CNC

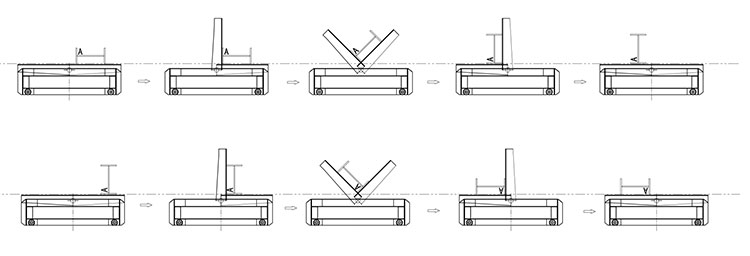
در ناحیه جوش، باله های تیر برای واژگونی تیر در 90 درجه یا 180 درجه برای اهداف مختلف جوش وجود دارد.

باله پرتو برای واژگونی پرتو H
نمودار جریان کار باله های تیر:
3-منطقه صاف کننده شامل:
یک مجموعه باله پرتو برای واژگونی پرتو H از موقعیت âHâ به موقعیت âIâ برای صاف کردن فلنج تیر توسط دستگاه صاف کننده بعدی.
دستگاه های صاف کننده فلنج یک پرتو H - برای صاف کردن فلنج های تیر H. یک تیر H دارای 2 فلنج است. هر دو فلنج نیاز به صاف کردن دارند. اما دستگاه یک بار می تواند روی یک فلنج صاف شود. بنابراین پس از تکمیل صاف کردن 1 فلنج، باله پرتو تیر را در 180 درجه واژگون می کند تا فلنجی را بسازد که در سمت پایین نیاز به صاف کردن دارد.
دستگاه صاف کننده افقی CNC

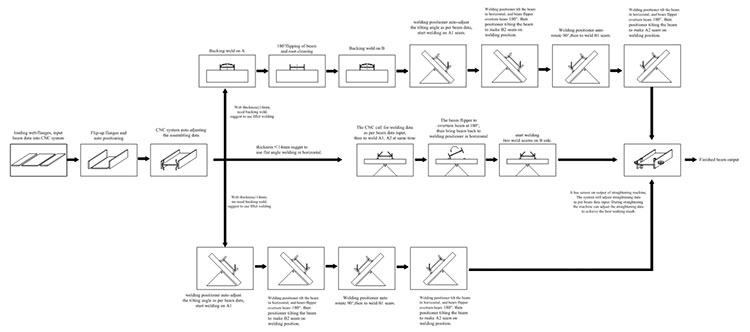
چگونه از ورق فولادی تیر H/I جوش داده شده تولید کنیم؟
در زیر نمودار جریان تولید برای تولید از صفحات تا تیر H و بازرسی نهایی آورده شده است.
نمودار جریان تولید
خطوط جوشکاری پرتو H نصب شده در کارخانه Usersâ
تگ های داغ: خطوط جوش پرتو CNC H، چین، تولید کنندگان، تامین کنندگان، عمده فروشی، کارخانه، سفارشی، ساخت چین، قیمت، کیفیت، ECA
دسته بندی مرتبط
ارسال استعلام
لطفاً درخواست خود را در فرم زیر ارائه دهید. ما ظرف 24 ساعت به شما پاسخ خواهیم داد.








X
ما از کوکی ها استفاده می کنیم تا تجربه مرور بهتری به شما ارائه دهیم، ترافیک سایت را تجزیه و تحلیل کنیم و محتوا را شخصی سازی کنیم. با استفاده از این سایت، شما با استفاده ما از کوکی ها موافقت می کنید.
سیاست حفظ حریم خصوصی