 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


محصولات






ماشین آلات مونتاژ پرتو جعبه
دستگاه های مونتاژ تیرچه XXZ15 Box تجهیزاتی با کارایی بالا در خط تولید تیر جعبه هستند که توسط JINFENG WELDCUT تولید کننده حرفه ای چین و تامین کننده دستگاه های مونتاژ تیر XXZ15 Box با قیمت مقرون به صرفه است. دستگاههای مونتاژ تیر XXZ15 باکس ایمنی و کارایی بالایی را برای مونتاژ صفحات به شکل U و جعبهای که برای تولید تیرهای باکس مورد نیاز است، فراهم میکنند.
ارسال استعلام
توضیحات محصول
JINFENG WELDCUT دارای 1 سال گارانتی برای XXZ15 استماشین آلات مونتاژ تیر جعبه. المانهای الکتریکی اصلی خطوط تولید پرتو باکس از برند معروف دنیا انتخاب شدهاند که راحتتر را برای کاربران به ارمغان میآورد تا قطعات را بهصورت محلی و بدون دور زدن از چین پیدا کنند. XXZ15ماشین آلات مونتاژ تیر جعبهپیشرفته ترین و کارآمدترین تجهیزات برای افزایش بهره وری برای کاربران نهایی از سازه های فولادی، سازه های فولادی و ساختمان های بلند هستند.
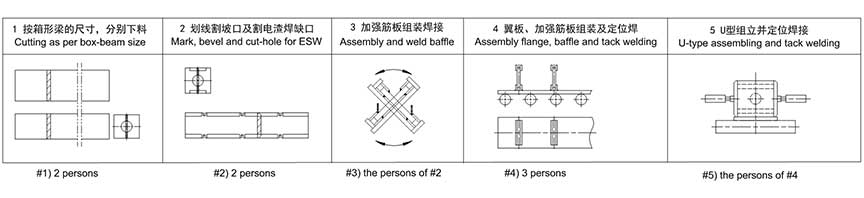
تیر جعبه (ستون) از یک تیر U شکل و یک صفحه پوششی تشکیل شده است که جوش داده شده و شکل گرفته است. در حین مونتاژ، قطعه کار ثابت است، ماشین اصلی در بخشهایی حرکت میکند و حالت مونتاژ گیره در صورت لزوم قرار میگیرد.




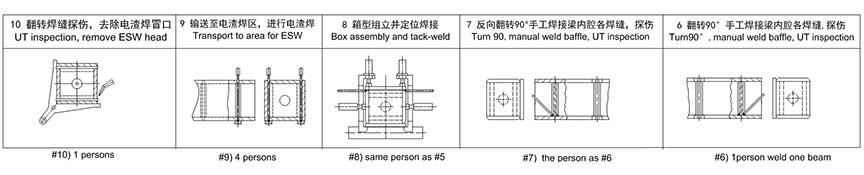
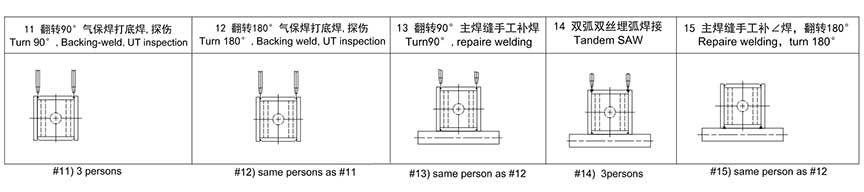
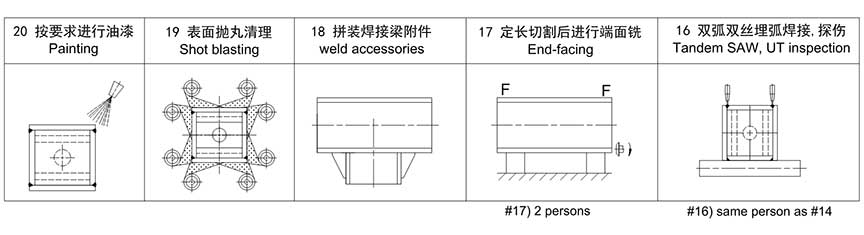
نمودار جریان تولید
نمای ساختار

مشخصات فنی
|
1 |
عرض تیر جعبه |
□300 □□1500 میلی متر |
|
2 |
ارتفاع تیر جعبه |
□300 □□1500 میلی متر |
|
3 |
طول تیر جعبه |
6000 تا 15000 میلی متر |
|
4 |
طول ریل |
19000 میلی متر |
|
5 |
دهانه ریل |
2500 میلی متر |
|
6 |
سرعت حرکت ماشین اصلی |
0.5~4 متر در دقیقه |
|
7 |
فشار کاری سیستم هیدرولیک |
12 مگاپاسکال |
|
8 |
حداکثر فشار سیلندر جانبی |
15 تن × 2 |
|
9 |
حداکثر فشار سیلندر بالایی |
21 × 2 |
|
10 |
حالت رانندگی |
درایو فرکانس متغیر دو طرفه |
ویژگی و برنامه
XXZ15ماشین آلات مونتاژ تیر جعبهدارای مزایای زیر است:تیر جعبه (ستون) از یک تیر U شکل و یک صفحه پوششی تشکیل شده است که جوش داده شده و شکل گرفته است. در حین مونتاژ، قطعه کار ثابت است، ماشین اصلی در بخشهایی حرکت میکند و حالت مونتاژ گیره در صورت لزوم قرار میگیرد.
ابتدا نقطه "U شکل" جوش داده شده به میز غلتکی انتقال دستگاه مونتاژ را بلند کنید یا آن را از ایستگاه مونتاژ "U شکل" قبلی به این ایستگاه منتقل کنید. سپس، صفحه پوشش بالایی را بر اساس الزامات طراحی روی "U شکل" بلند کنید و از آن به عنوان دستگاه پرس جانبی میزبان و دستگاه پرس بالایی استفاده کنید. صفحه پوشش بالایی را فشار داده و نقطه جوش کنید تا مونتاژ کل قطعه کار کامل شود. مونتاژ قطعات قطعه کار در طول با موقعیت متحرک دستگاه میزبان به دست می آید. قطعه کار مونتاژ شده توسط میز غلتکی انتقال برای پردازش بیشتر به فرآیند بعدی ارسال می شود.
(دستگاه های جوش CO2 MIG دستی در اینجا توسط کاربر عرضه می شود. دستگاه های جوش دستی در محدوده عرضه فروشنده/تامین کننده نیستند)
ماشینهای مونتاژ پرتو جعبهای که در کارخانه کاربران نصب شدهاند
چگونه از ورق فولادی تیر باکس جوشی تولید کنیم؟
در زیر نمودار جریان تولید برای تولید از صفحات تا تیر H و بازرسی نهایی آورده شده است.نمودار جریان تولید
تگ های داغ: ماشین آلات مونتاژ پرتو جعبه، چین، تولید کنندگان، تامین کنندگان، عمده فروشی، کارخانه، سفارشی، ساخت چین، قیمت، کیفیت، ECA
دسته بندی مرتبط
ارسال استعلام
لطفاً درخواست خود را در فرم زیر ارائه دهید. ما ظرف 24 ساعت به شما پاسخ خواهیم داد.








X
ما از کوکی ها استفاده می کنیم تا تجربه مرور بهتری به شما ارائه دهیم، ترافیک سایت را تجزیه و تحلیل کنیم و محتوا را شخصی سازی کنیم. با استفاده از این سایت، شما با استفاده ما از کوکی ها موافقت می کنید.
سیاست حفظ حریم خصوصی